如何選購(gòu)農(nóng)機(jī)花鍵軸
- 時(shí)間:2013-10-24作者:濟(jì)寧利興精密機(jī)械制造有限公司瀏覽:154
濟(jì)寧利興精密機(jī)械制造有限公司專注于直線導(dǎo)軌/滑塊,梯形絲杠/大型絲杠,花鍵軸/花鍵套等
詞條
詞條說明
絲杠螺紋精度檢測(cè)的方法 ? ? ?絲杠螺紋零件由于其幾何形狀較復(fù)雜、參數(shù)較多,因而檢測(cè)起來難度較大。通常對(duì)于絲杠螺紋加工過程中和完成后的檢驗(yàn),可分為兩大類檢測(cè)方式:?jiǎn)雾?xiàng) 檢測(cè) 和綜合 檢測(cè) 。 一、單項(xiàng)檢測(cè) 定義:對(duì)絲杠螺紋的各個(gè)單項(xiàng)幾何參數(shù)偏差進(jìn)行檢測(cè) 優(yōu)點(diǎn)、:1、檢測(cè)精度高。單項(xiàng)檢測(cè)所使用的量具和儀器,由于這類量?jī)x種類繁多,精度有高有低,故可以滿足不同測(cè)量精度的要
統(tǒng)一絲杠螺紋的發(fā)展歷史 統(tǒng)一絲杠螺紋是在第二次世界大戰(zhàn)后,再遠(yuǎn)美國(guó)標(biāo)準(zhǔn)的基礎(chǔ)上制定的,并且成為最早的ISO螺紋標(biāo)準(zhǔn),后來ISO米制普通螺紋也采用了統(tǒng)一螺紋的牙型。過去由于我國(guó)過分地堅(jiān)持使用米制普通螺紋,而一直沒有制定螺紋,而一直沒有設(shè)定同意螺紋國(guó)家標(biāo)準(zhǔn),使得國(guó)內(nèi)技術(shù)人員對(duì)統(tǒng)一螺紋標(biāo)準(zhǔn)技術(shù)體系缺乏了解。隨著國(guó)內(nèi)市場(chǎng)對(duì)外開放進(jìn)程的繼續(xù),特別是我國(guó)加入WTO以后,沒有統(tǒng)一的螺紋國(guó)家標(biāo)準(zhǔn)的問題就顯得更加嚴(yán)
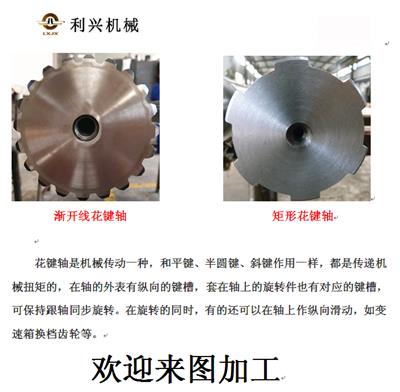
矩形花鍵軸內(nèi)花鍵的型式 矩形花鍵軸內(nèi)花鍵的型式,常用的有四種: A型--花鍵占滿孔的全長(zhǎng),即花鍵長(zhǎng)l等于孔的全長(zhǎng)L。 B型--花鍵位于孔的一端,即花鍵長(zhǎng)l小于孔的全長(zhǎng)L。 C型--花鍵位于孔的兩端,花鍵長(zhǎng)分為L(zhǎng)1和L2兩端,分布與孔的兩端。 D型--花鍵長(zhǎng)L分布在孔的中間部位。
梯形螺母加工如何選擇刀具 選用整體式梯形螺母內(nèi)螺紋車刀,車刀的幾何形狀及主要角度,由于刀焊比較細(xì)長(zhǎng),所以先用直槽刀車槽深至內(nèi)螺紋大經(jīng)尺寸:例如:T45*8,車內(nèi)螺紋大經(jīng)尺寸φ45。5mm,然后在用內(nèi)螺紋車刀精車齒面
聯(lián)系方式 聯(lián)系我時(shí),請(qǐng)告知來自八方資源網(wǎng)!
聯(lián)系人: 全文文
電 話: 0537-3765587
手 機(jī): 15264783836
微 信: 15264783836
地 址: 山東濟(jì)寧兗州區(qū)濟(jì)寧市高新區(qū)王因鎮(zhèn)柳溝村
郵 編: 272103
網(wǎng) 址: jnlxjx.cn.b2b168.com
相關(guān)推薦

供應(yīng)梯形絲杠副/梯形絲副圖片/梯形絲杠螺母/梯形絲杠規(guī)格

大型絲桿來圖加工/梯形絲杠螺母定做/花鍵軸廠家

直線導(dǎo)軌/國(guó)產(chǎn)直線導(dǎo)軌/HGH直線導(dǎo)軌/批量HGH直線導(dǎo)軌廠家

國(guó)產(chǎn)直線導(dǎo)軌/35型號(hào)4米直線導(dǎo)軌現(xiàn)貨/山東直線導(dǎo)軌廠家
國(guó)產(chǎn)直線導(dǎo)軌/線性導(dǎo)軌/線性滑軌/高組裝直線導(dǎo)軌配套法蘭滑塊

山東利興機(jī)械大型絲杠廠家/批量精密梯形絲桿定制/減速機(jī)傳動(dòng)絲杠加工/橋梁升降絲杠生產(chǎn)
利興機(jī)械大型花鍵軸定制加工 破碎機(jī)絞龍軸漸開線花鍵軸 包裝機(jī)械鍍鉻矩形花鍵軸

山東直線導(dǎo)軌現(xiàn)貨銷售15/20/25/30/35/45/55/65HG系列上銀互換
相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請(qǐng)自行甄別其真實(shí)性及合法性;
2、跟進(jìn)信息之前,請(qǐng)仔細(xì)核驗(yàn)對(duì)方資質(zhì),所有預(yù)付定金或付款至個(gè)人賬戶的行為,均存在詐騙風(fēng)險(xiǎn),請(qǐng)?zhí)岣呔瑁?
- 聯(lián)系方式
聯(lián)系人: 全文文
手 機(jī): 15264783836
電 話: 0537-3765587
地 址: 山東濟(jì)寧兗州區(qū)濟(jì)寧市高新區(qū)王因鎮(zhèn)柳溝村
郵 編: 272103
網(wǎng) 址: jnlxjx.cn.b2b168.com
- 相關(guān)企業(yè)
- 雙瑜精密機(jī)械(蘇州)有限公司
- 寶雞恒瑞興金屬材料有限公司
- 紹興星固機(jī)械配件有限公司
- 東莞市弘利鑫五金制品有限公司
- 昆山市安柏機(jī)械設(shè)備有限公司
- 佛山市溢信達(dá)機(jī)械有限公司
- 杭州臨安紅焱機(jī)械鏈條有限公司
- 句容市瑞特機(jī)械有限公司
- 博樂市邱氏車床加工廠
- 濰坊市坊子區(qū)寶龍機(jī)械加工廠
- 商家產(chǎn)品系列
- 產(chǎn)品推薦
- 資訊推薦










¥1180000.00

