花崗石自然資源基本概況
- 時間:2017-05-20作者:泊頭市利豐機械制造有限公司瀏覽:104
泊頭市利豐機械制造有限公司專注于鑄鐵平板,鑄鐵劃線平臺,機床鑄件,鑄鐵平臺,大理石平臺,鑄鐵劃線平板等
詞條
詞條說明
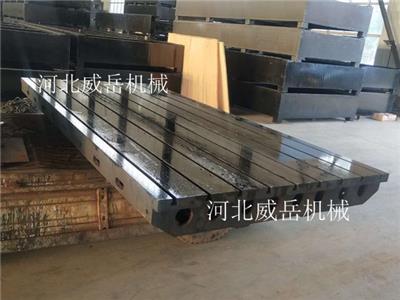
首先我要為大家介紹一下機床鑄件的鑄造工藝: 機床鑄件其的工藝過程是:在密封的坩堝(或密封罐)中,通入干燥的壓縮空氣,金屬液在氣體壓力的作用下,沿升液管進入直澆道3上升,通過內澆道2平穩地進入型腔1,并保持坩堝內液面上的氣體壓力,一直到鑄件完全凝固為止。然后解除液面上的氣體壓力,使升液管中未凝固的金屬液流回坩堝,再開型并取出鑄件. 接著就說一下澆注工藝: 機床鑄件的澆注工藝生產中,澆注時應遵循高溫出
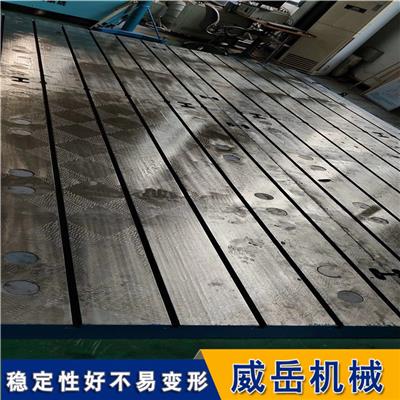
鑄鐵平板在刨床加工完后,需要人工刮研和研磨,在刮研前必需保證刮刀的鋒利和鑄鐵平板的正確安放。 一、刮刀必需經常保持鋒利 刮刀稍微有一些鈍,就要重新磨制。硬度不夠時也要從新淬火,否則將浪費勞動力。刮的方向不可與長邊平行,應和邊成一角度,連續兩次刮研的方向,應交叉成一角度,不可重復,否則將產生波形刀痕。刮研時左手必需保持平衡,不可使刀身偏側而造成刀角劃入鑄鐵平板內、刮成深溝等缺陷。 二、鑄鐵平板的正確
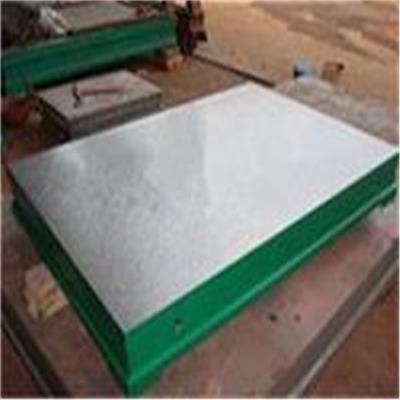
機床鑄件一般采用超音頻淬火是目前對機床導軌淬的常用工藝,淬火層一般在2.5-3mm,機床鑄件淬火硬度分別為HT250材質----HRC46—50 HT300材質----HRC48—52 淬火最常用的冷卻介質是鹽水,水和油。鹽水淬火的工件,簡單得到高的硬度和光亮的外表,不簡單發作淬不硬的軟點,但卻易使工件變形嚴峻,乃至發作開裂。而用油作淬火介質只適用于過冷奧氏體的穩定性比較大的一些合金鋼或小尺度的碳
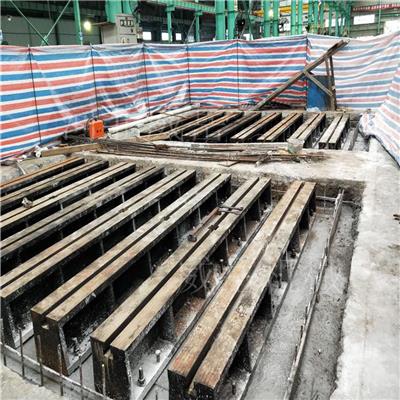
地軌鋪設的技術要求: 1. 地軌的埋設深度應與地面裝飾層持平或略高于3-5mm. 2. 地軌安裝后,要任意1m長度內,水平偏差度不大于1mm,全長不大于2mm,軌道這間對應點的水平偏差不大于1mm,每兩條軌道之間的平行度偏差小于2mm。 3.軌道的固定方法,在軌道的內側兩邊,按要求間距(約500-700mm)用M8鐵膨脹釘或射釘固定牢靠。軌道底面與地面必須緊密著力,不得有虛跨間隙,以防止 地軌
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 泊頭市利豐機械制造有限公司
聯系人: 劉媛媛
電 話: 0317-8175168
手 機: 15933272297
微 信: 15933272297
地 址: 河北滄州泊頭市建設街66號
郵 編: 062151
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 齊齊哈爾二機床(集團)有限責任公司
- 東莞市聯成機電有限公司
- 湖北利刃螺紋工具有限公司
- 深圳海洲測控智能設備有限公司
- 深圳市鑫潤明科技有限公司
- 東莞市優勝機械有限公司
- 泊頭市盛磊機械制造有限公司
- 新沂晟坤精密機械有限公司
- 河北正全科技有限公司
- 商家產品系列
- 包邊機
- 爆破設備
- 繃縫機
- 泵配件
- 紡織機械設備
- 紡織用儀器
- 放料閥
- 非標準件
- 非織造布機械
- 沸騰干燥機
- 分離機
- 粉碎機
- 風機、排風設備
- 縫紉機
- 服務機器人
- 服裝CAD
- 服裝加工設備
- 感應器
- 高頭車
- 高壓泵
- 高壓水流清洗機
- 工業機器人
- 工業烤箱
- 工業爐
- 工業脫水機
- 工業吸塵設備
- 研磨機
- 驗布機
- 驗鈔機
- 液壓破碎剪
- 產品推薦
- 資訊推薦



¥5500.00
¥5732.00
¥3450.00

德盛鑄鐵平臺 檢驗平板 鑄鐵工作臺 HT250材質 型號齊全
¥3800.00

¥7700.00

¥2600.00

¥8650.00
現貨供應長方形1.5*2鑄鐵平臺 精密機械鑄件加工 按圖定制
¥2200.00
¥7250.00

¥5200.00